
Přesná infračervená teplotní zpětná vazba v procesech indukčního kalení
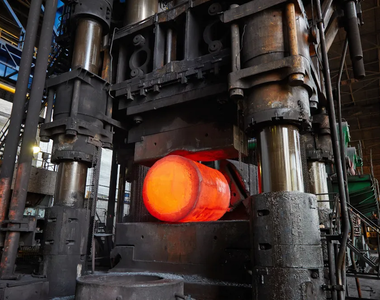
Proces kalení zvyšuje odolnost proti opotřebení, tvrdost povrchu a únavovou životnost vytvořením kalené povrchové vrstvy při zachování neovlivněné mikrostruktury jádra. Indukční kalení specificky zlepšuje mechanické vlastnosti železných součástí v cílových oblastech.
Indukční kalení je výhodné pro součásti vystavené velkému zatížení, protože dodává vysokou povrchovou tvrdost schopnou odolat extrémnímu zatížení. Únavová pevnost se zvyšuje díky vzniku měkkého jádra obklopeného houževnatou vnější vrstvou, takže tyto vlastnosti jsou žádoucí u dílů vystavených torznímu zatížení a nárazovým silám. Tento proces se provádí po jednotlivých dílech, čímž je zajištěn konzistentní rozměrový pohyb napříč díly.
Mezi typické aplikace indukčního kalení patří ozubená kola, hřídele, nápravy, vačkové lopatky, výlisky a vřetena, zejména symetrické díly, což je výhodné pro aplikace, jako jsou hnací ústrojí, zavěšení, součásti motorů a výlisky. Mezi zpracovávané materiály patří uhlíková ocel, legovaná ocel, nerezová ocel, práškový kov, litina, šedá litina, tvárná litina a kujná litina.
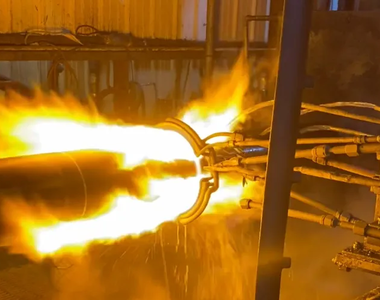
Indukční ohřev je bezkontaktní proces využívající elektromagnetickou indukci k vytváření tepla v povrchové vrstvě obrobku. Umístěním vodivého materiálu do silného střídavého magnetického pole z měděné cívky protékají uvnitř materiálu elektrické proudy, které v důsledku ztrát na vnitřním odporu proudu vytvářejí teplo. V magnetických materiálech vzniká další teplo pod Curieho bodem v důsledku hysterezních ztrát. Proud teče především v povrchové vrstvě, přičemž jeho hloubka je určena frekvencí střídavého pole, povrchovou hustotou výkonu, permeabilitou materiálu, dobou ohřevu a tloušťkou materiálu. Součásti jsou poté okamžitě ochlazeny. Kalení této zahřáté vrstvy ve vodě, oleji nebo kalení na bázi polymerů mění povrchovou vrstvu a vytváří tvrdší strukturu než základní kov.
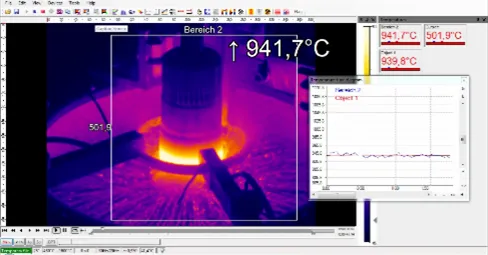
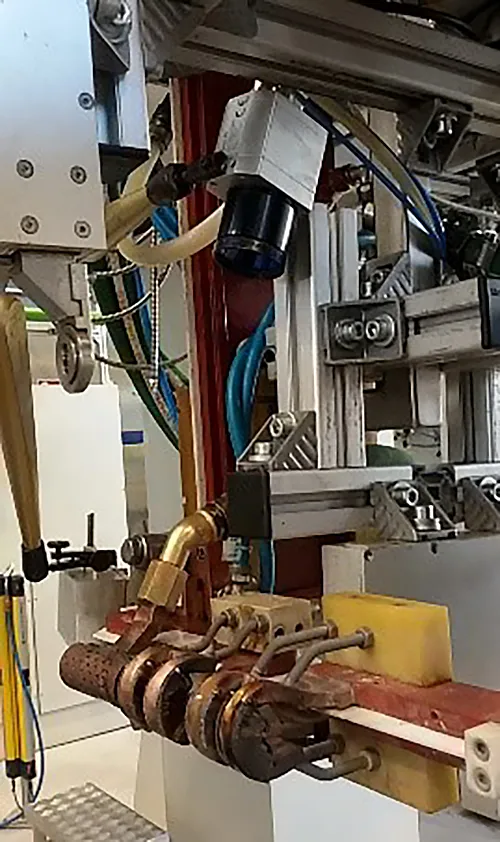
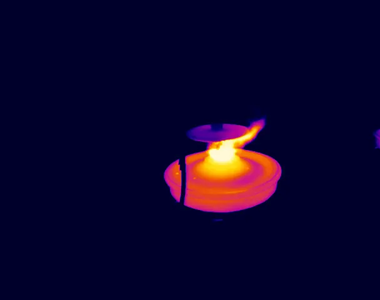
Dosažení a udržení požadované teploty je u většiny procesů indukčního ohřevu klíčové. Termočlánky mohou být spolehlivou a cenově výhodnou volbou pro měření teploty, jejich umístění je však třeba pečlivě zvážit kvůli možnému rušení elektromagnetickým polem. Přesné řízení fází ohřevu a chlazení zajišťuje, že kov dosáhne požadovaných vlastností, aniž by příliš zkřehl nebo zůstal příliš měkký. U dynamických měření, například podél pohybujícího se klikového hřídele, je pro účinné řízení procesu nezbytná přesná zpětná vazba na teplotu povrchu.
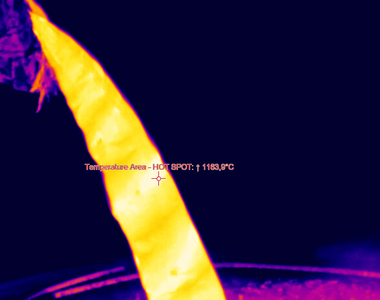
V této aplikaci se měří rozložení tepla na klikovém hřídeli a lokalizují se horká místa. Tyto informace jsou pak vstupem pro řízení výkonu indukčního ohřevu.