
Detekce procesních nesrovnalostí pro zmírnění vad a zajištění strukturální integrity
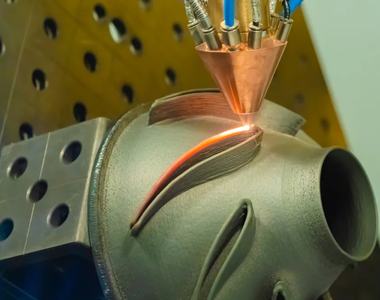
Selektivní laserové tavení (SLM) je široce uznávaná technologie aditivní výroby kovů, která využívá lože kovového prášku a vysoce výkonný laser k výrobě kovových dílů. Ačkoli se často označuje i jinými názvy, jako například přímé laserové spékání kovů (DMLS), standardizovaným termínem podle normy ASTM je práškové lože tavení (PBF). PBF je špičková technika v oblasti rychlého prototypování, 3D tisku a aditivní výroby, kde se laser s vysokou hustotou používá k přesnému tavení a spojování vrstev kovového prášku, čímž vznikají složité a vysoce kvalitní kovové součásti.
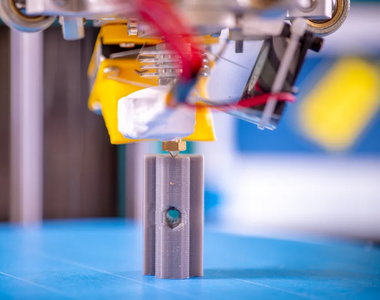
Navržený 3D produkt se tiskne selektivním tavením a opětovným tuhnutím kovových prášků vrstvu po vrstvě. Malý přírůstek snižuje pracovní platformu a poté se nanáší nová vrstva prášku.
Práškové lože se obvykle předehřívá, aby se snížila energie potřebná k dosažení teploty tání prášku. Rovnoměrné rozložení tepla je nezbytné pro výrobu vysoce kvalitního předmětu s homogenní kovovou strukturou.
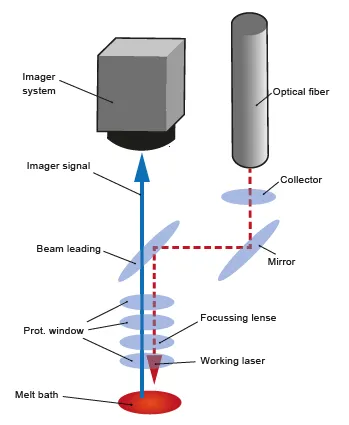
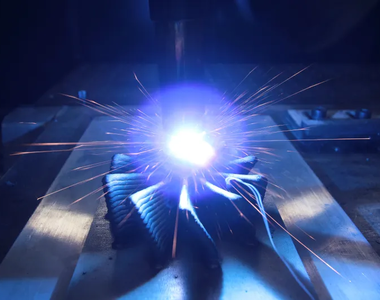
Motivace pro monitorování teploty v selektivním laserovém tavení pramení z kritické potřeby řídit komplexní tepelnou dynamiku, která je tomuto procesu vlastní. SLM se spoléhá na vysokoenergetický laser, který selektivně taví vrstvy kovového prášku, což vede k rychlému tavení a tuhnutí, jež vytvářejí strmé teplotní gradienty. Tyto gradienty mohou vyvolat značné tepelné namáhání, které vede k vadám, jako jsou praskání, deformace a nežádoucí mikrostruktury, což ohrožuje kvalitu a mechanické vlastnosti konečného dílu.
Efektivní řízení teploty je nezbytné pro zmírnění těchto problémů. Vysoké rychlosti chlazení typické pro SLM mohou způsobit nerovnovážné tuhnutí, což vede k fázovému složení, které může materiál oslabit. Interakce laseru s materiálem navíc generuje v tavenině komplexní konvekční proudy, což může vést k nehomogennímu rozložení materiálu a tvorbě pórů nebo dutin. Tyto vady mohou snížit strukturální integritu součásti, což ji činí nevhodnou pro náročné aplikace.
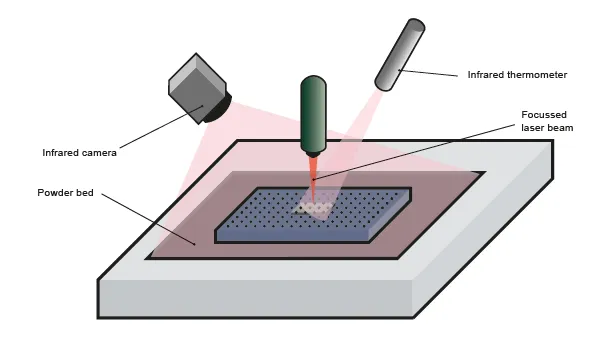
Monitorování teploty je klíčové pro detekci nepravidelností, jako je nedostatečný odvod tepla, který může vést k pórům, delaminaci nebo nesprávnému tuhnutí. Pečlivým sledováním rozložení teploty a jejího vývoje v průběhu procesu lze udržet stabilitu procesu, optimalizaci parametrů a zlepšené mechanické vlastnosti a rozměrovou přesnost vyrobených dílů.