
Řešení problémů s regulací teploty a kvalitou při 3D tisku kovů
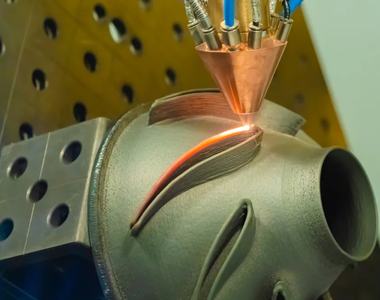
3D tisk kovů zaznamenal v posledních letech výrazný růst. Již více než 25 let se laserová fúze s práškovým ložem (LPBF) stala jednou z nejslibnějších metod aditivní výroby kovů. Proces LPBF, vyvinutý a patentovaný Fraunhoferovým institutem pro laserové technologie ILT v roce 1996, je obzvláště vhodný pro vytváření součástí se složitými a složitými geometriemi. Tato přesná technika 3D tisku umožňuje výrobu dílů, které by nebylo možné vyrobit subtraktivními metodami, a neustále otevírá nové průmyslové aplikace.
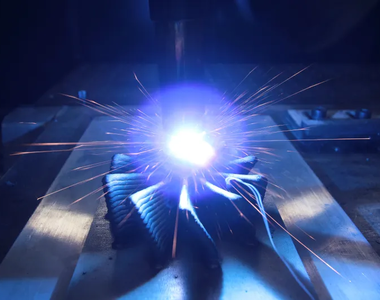
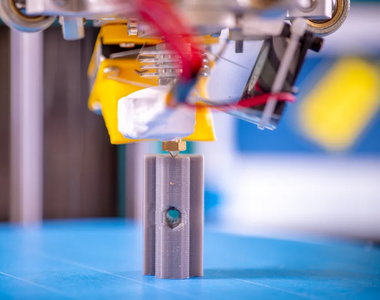
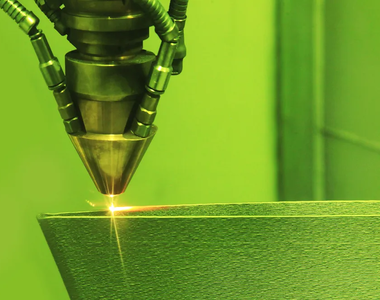
V LPBF je výchozím materiálem prášek nanesený v tenké vrstvě na základní desku. Laserový paprsek poté selektivně roztaví oblasti prášku a vytvoří požadovanou součást. Po ztuhnutí se vytvoří vrstva pevného materiálu. Základní deska se následně spustí dolů a nanese se další vrstva prášku. Tento iterační proces se opakuje vrstvu po vrstvě, což vede k trojrozměrnému dílu, který vyžaduje pouze odstranění přebytečného prášku.
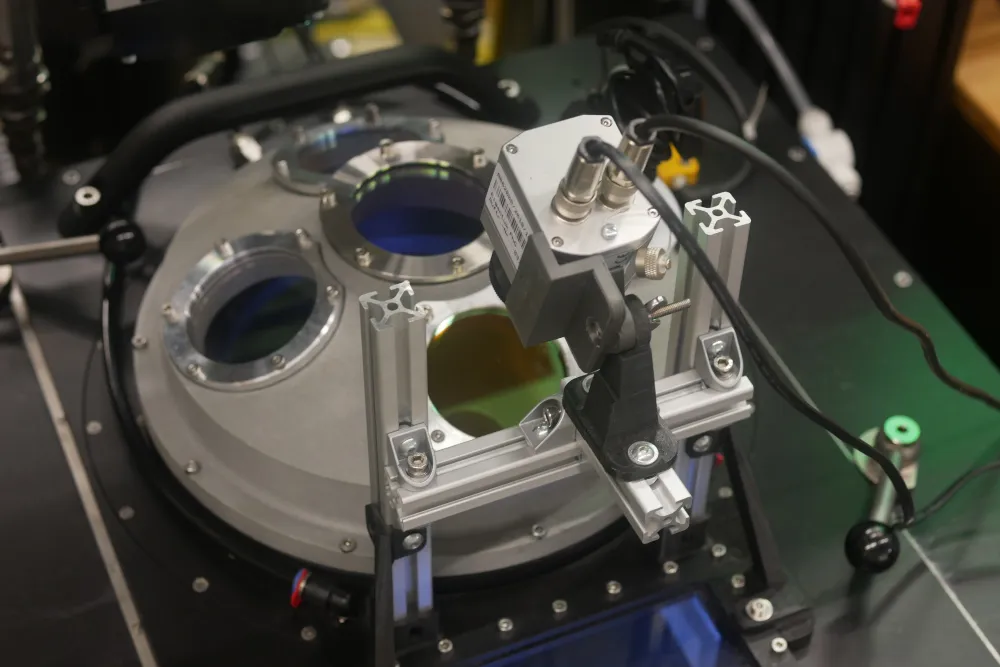
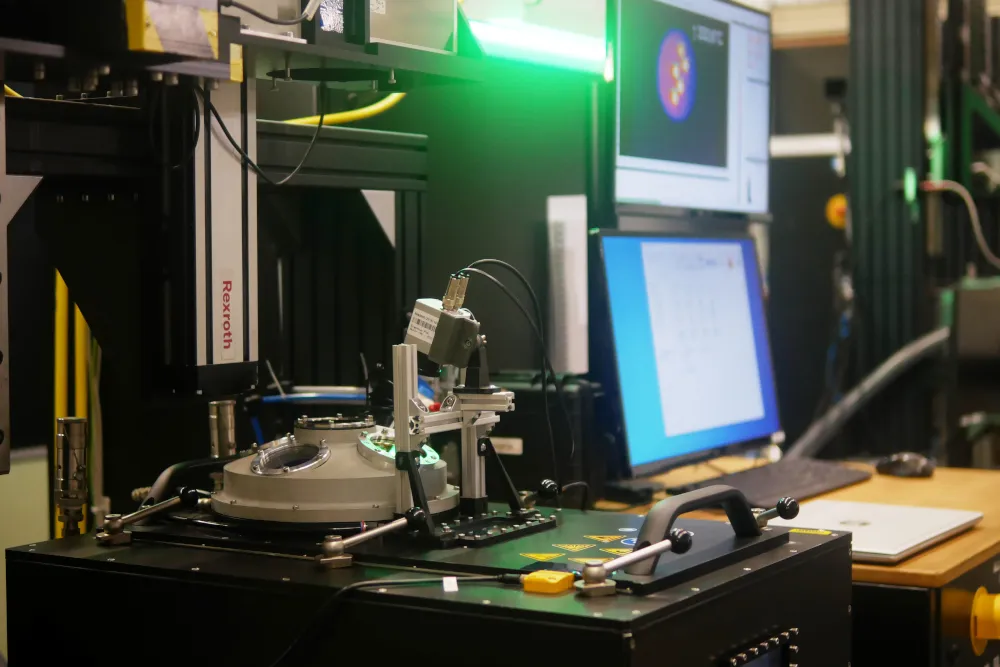
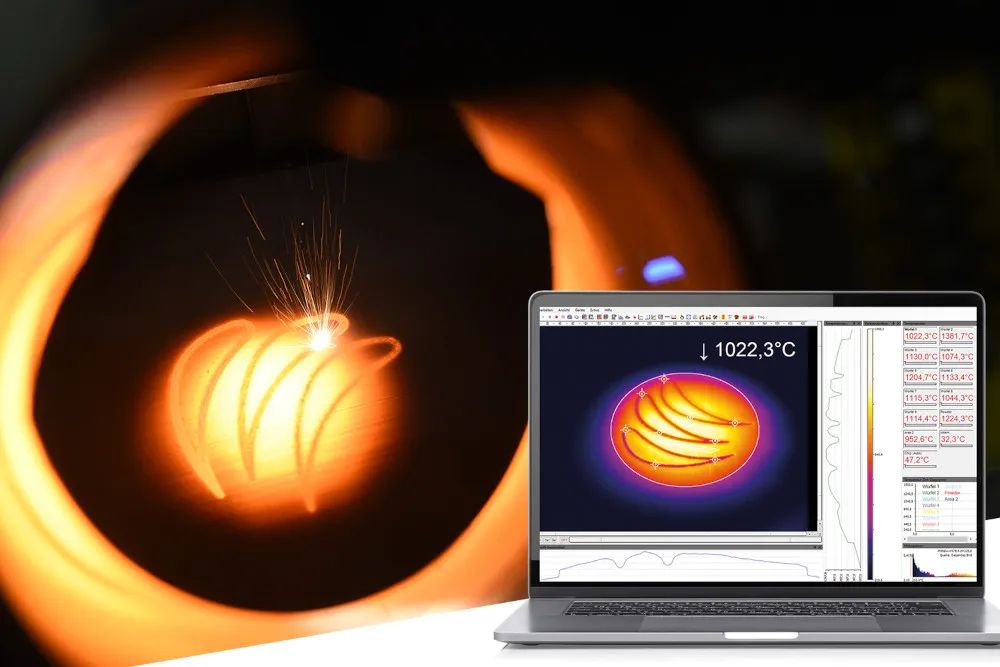
Ve Fraunhofer ILT je proces LPBF neustále zdokonalován prostřednictvím různých výzkumných projektů. Institut provozuje několik laboratorních zařízení LPBF, aby tuto práci dále rozvíjel. Kvalita procesu LPBF je vysoce závislá na udržování správných procesních teplot. Laserový paprsek ohřívá materiál extrémně rychle, přičemž rychlost dosahuje až 1 milionu Kelvinů za sekundu. Roztavený materiál poté rychle chladne, což představuje riziko pnutí, smrštění, fázových transformací a dalších fyzikálních účinků, které mohou ohrozit kvalitu. Problémy, jako je praskání nebo plastická deformace, mohou v konečném důsledku vést k vadným součástkám.
Aby se těmto chybám předešlo, základní deska se zahřívá, aby se lépe regulovala teplota součásti a minimalizovalo se napětí způsobené nadměrnými teplotními gradienty. Parametry ovlivňující teplotu součásti se však v průběhu procesu mění. Vzdálenost k zahřívané základní desce se s každou vrstvou zvětšuje, práškové lože špatně vede teplo, záření ovlivňuje proces a laser vnáší další teplo. Proto je v průběhu celého procesu nutné průběžně upravovat teplotu.