Řízení teploty pro dosažení konzistentních vlastností filamentu v procesu míchání
3D tiskový filament je základní termoplastickou surovinou pro 3D tiskárny s technologií FDM (tavené depozice). S růstem odvětví se rozšiřovala i škála dostupných filamentů, aby splňovaly rozmanité tiskové potřeby.
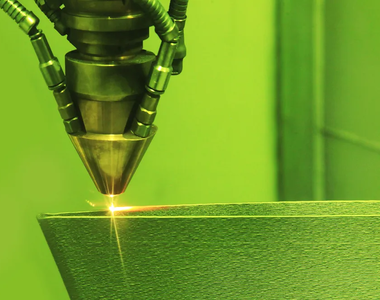
Výroba filamentu zahrnuje zahřívání, vytlačování a chlazení plastu, čímž se surové částice přemění na hotový filament. Na rozdíl od 3D tisku, kde je materiál protlačován tryskou, se při výrobě filamentu materiál tryskou táhne, přičemž rychlost a síla tažení definují průměr.
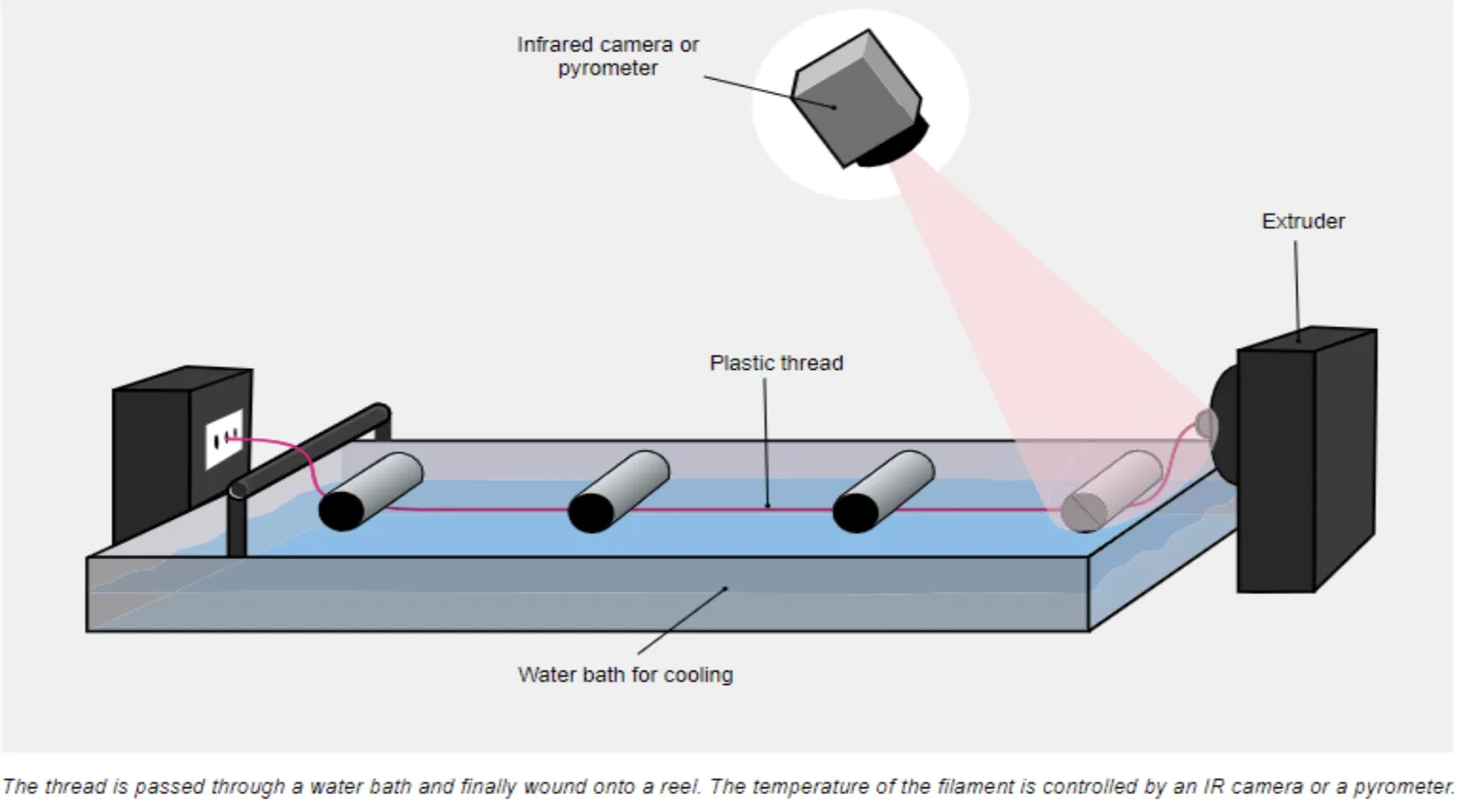
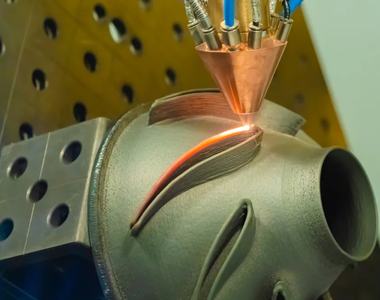
Proces začíná přivedením plastových pelet do topné komory extruderu filamentu, kde se roztaví a spojí do konzistentního pramene. Tento filament opouští topnou komoru a vstupuje do komory s teplou vodou, kde dosáhne zaobleného tvaru, a poté se přesune do komory se studenou vodou, kde ztuhne. Rychlost tahání určuje průměr filamentu: nižší rychlosti vedou k větším průměrům, zatímco vyšší rychlosti vytvářejí menší průměry.
Tento proces, známý jako „kompaunding“, začíná surovými plastovými pryskyřičnými peletami, které lze smíchat s přísadami pro dosažení požadovaných vlastností. Pelety, vysušené za účelem snížení obsahu vody, se poté zahřejí a extrudují do tvaru vlákna, které prochází nádržemi s teplou a studenou vodou, než se navinou na cívku.
Různé filamenty vyžadují specifické teploty tisku: PLA tiskne při 180–230 °C, ABS při 210–250 °C s ložem 50–100 °C, PETG při 220–235 °C, Nylon při 220–260 °C s ložem 50–100 °C a flexibilní TPE a TPU při 225–235 °C s ložem 40 °C.
Teplota je z několika důvodů kritickým faktorem při výrobě filamentu. Přímo ovlivňuje proces extruze termoplastického materiálu a ovlivňuje průměr, drsnost povrchu a pevnost v tahu filamentu. Správná teplota extruze zajišťuje, že se termoplast rovnoměrně taví, což mu umožňuje hladký průtok tryskou a vytvoření konzistentního filamentu. Pokud je teplota příliš nízká, materiál se nemusí správně roztavit, což vede k neúplné plastifikaci a slabým filamentům. Naopak, pokud je teplota příliš vysoká, může to způsobit degradaci materiálu a ohrozit jeho mechanické vlastnosti. Jednotnost průměru filamentu je navíc nezbytná pro spolehlivý 3D tisk, protože odchylky mohou vést k chybám tisku a vadám konečného produktu. Udržováním optimální teploty během výroby filamentu mohou výrobci dosáhnout vysoce kvalitních filamentů s požadovanými mechanickými vlastnostmi, což zajišťuje konzistentní výkon v aplikacích 3D tisku.